
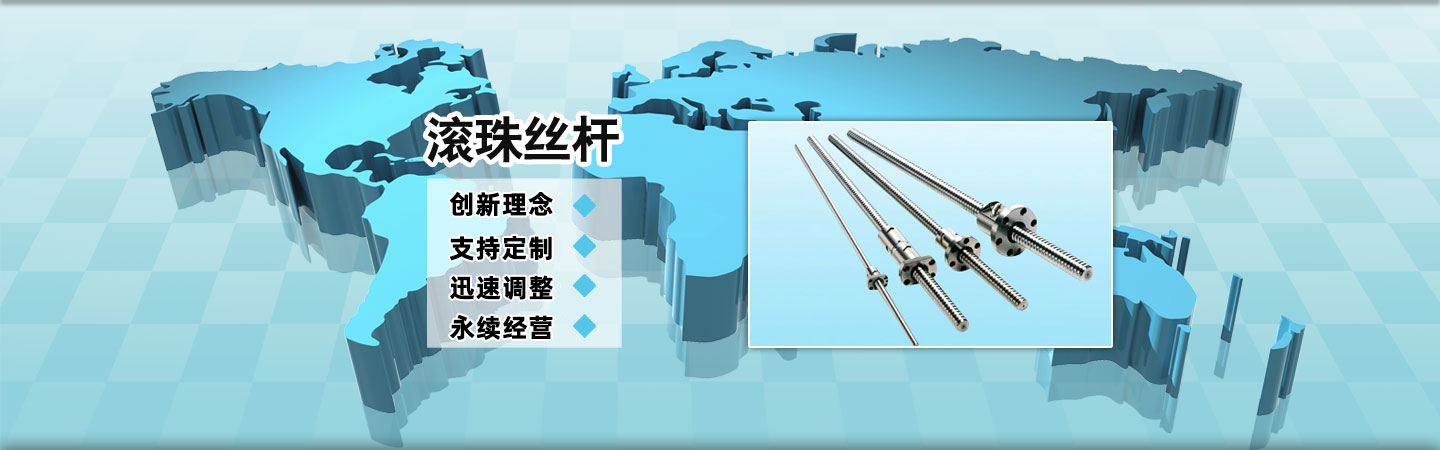
















為了實現高速加工(gōng),首先數控機床需要同時具有高速(sù)主(zhǔ)軸係統和高速(sù)進給係統,才能實現材料切削過程的高速化。為了實現(xiàn)高速進給,國內外有關製造廠商不斷采取措施,提高滾珠絲(sī)杆的高速性能。主要措(cuò)施有:適當加大螺杆的轉速,導程和螺紋頭數。目前常用大導程滾珠絲杆名義直徑與導程的匹配為(wéi):400mm*20mm,50mm*25mm,50mm*30mm等,其進給速度均可達到60m/min以上。為了提高(gāo)滾珠絲杠的剛度和承載能力,大導程滾珠螺杆一般(bān)采用雙頭螺紋,以提高滾珠(zhū)的有效承載圈(quān)數。改進結構,提高滾珠運動的流(liú)暢性(xìng)。改進滾珠循環反向裝置(zhì),優化回珠槽的曲線參數,采用三維造型的導珠管和回珠器,真正做到沿著內螺紋的導程角方向將滾(gǔn)珠引進螺母(mǔ)體中,使滾珠運(yùn)動的方(fāng)向與滾道相切而不(bú)是相(xiàng)交。這樣可把衝擊損(sǔn)耗(hào)和噪聲減小。
